Masking film provides paper coaters with a simple, economical way to accurately control coating free “lanes” parallel with the machine direction. This is typically referred to as zone coating but may also be called strip coating and pattern coating.
Coaters often use this technique to mask the edge of the sheet to create a clean, dry edge.
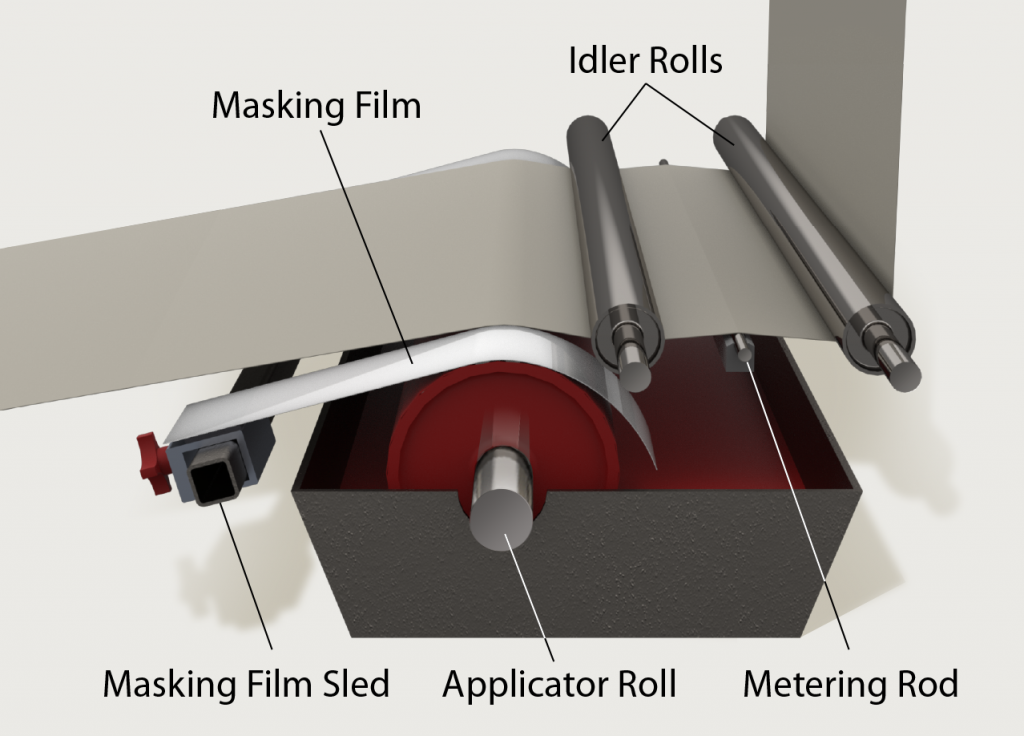
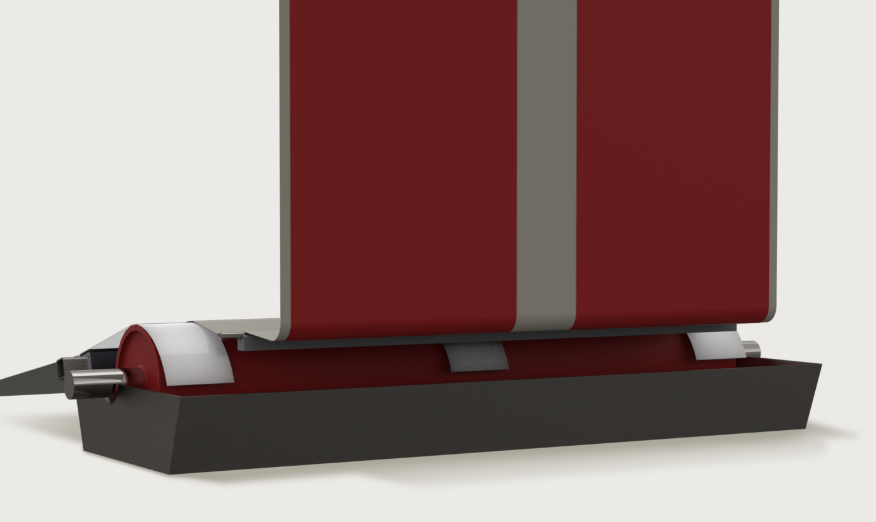
In a traditional rod coating operation, excess coating is applied to the substrate with an applicator roll. As the applicator roll turns in a pan, it transports the liquid coating to the moving substrate.
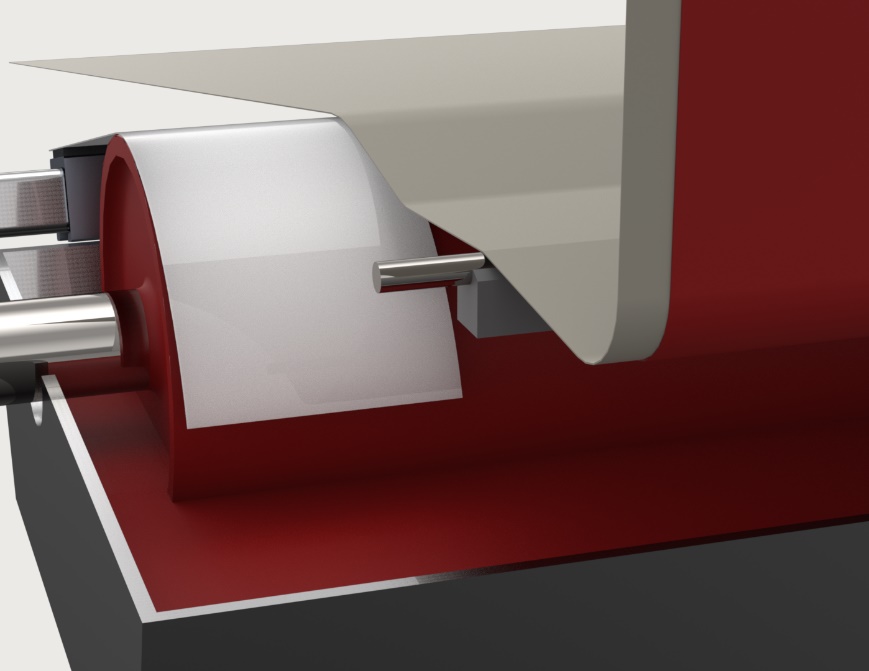
To prevent coating from being applied to the substrate, masking film is placed between the applicator roll and the substrate (as illustrated above) to isolate the pre-coat flood within application-specific locations.
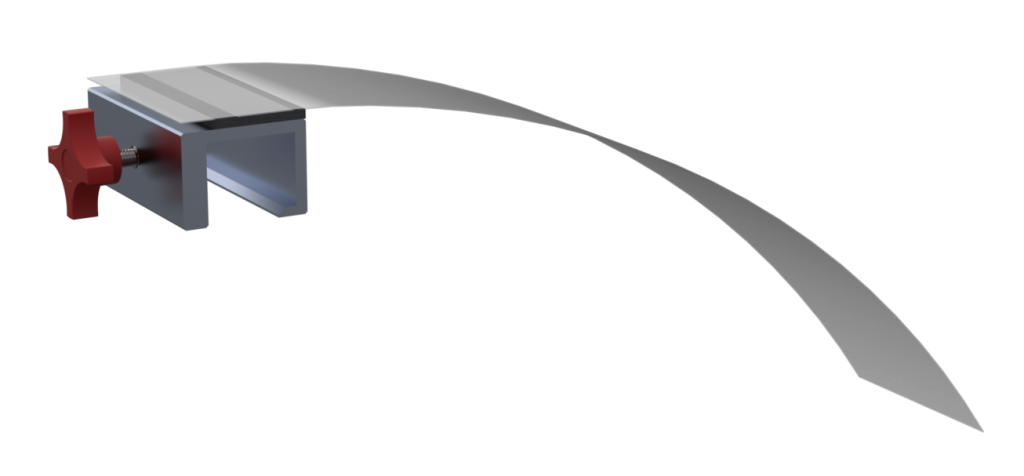
Masking film provides a positive means of concisely controlling which areas of the web remain dry. The film can be attached to the machine in various ways, but the most convenient method is to use a movable “sled” which can easily be adjusted in the machine cross-direction to mask the dry area required. In locations where the masking film is sandwiched between the moving web and the turning applicator roll, liquid coating will not be applied to the web.
Heat buildup can be a very important consideration for coaters utilizing a backing roll.. In areas starved of coating, heat can build up quickly and damage the backing roll unless steps are taken to dissipate the heat. The most common solution is to use water misters on the backing roll in areas where coating is not being applied to lubricate the backing roll and minimize heat buildup.
Dry Edge Control
Maintaining a clean, dry edge is the most common reason to use masking film in paper coating. A dry edge can help prevent multiple coating problems:
- Contamination: If liquid coating is allowed to flow to the edge of the sheet, it can migrate to the uncoated side, contaminating idler rolls and other machine components. As coating builds up on rollers downstream of the coater, it can cause problems such as coating defects and sheet breaks.
- Drying issues: If a dry edge is not maintained, excess coating will tend to accumulate at the sheet edge and may not dry as rapidly as the rest of the sheet. When this occurs, there is a risk of the finished roll blocking or being adhered together due to coating on the edges that did not fully dry before rewinding.
Zone Coating
Zone (strip) coating is the second most common reason for coaters to employ the use of masking film. Zone coating is used for many reasons, including:
- Creating a dry finger lift area on label stock;
- Maintaining dry zones for glueability.
How to Start Using Masking Film in Paper Coating
Adding masking film to your current coating operation is simple. All you need is a support bar positioned near the incoming side of your applicator roll and a means to attach the masking material to the support bar.
Buschman supplies masking strips in pre-cut sheets or in 50-foot rolls. Our masking material includes a 2” wide strip of Velcro loop material adhered to it. Velcro hook material can simply be adhered to the support bar to fix the masking material in place as needed.
But the disadvantage of adhering the Velcro hook directly to the machine frame is that the masking material must be removed and re-attached to make adjustments of the dry area. This can make it very difficult to make small, accurate adjustments.
A much better solution is to use an adjustable sled that rides on the support bar and can easily be moved to adjust the dry zones. Buschman offers a simple sled that can be mounted on any 1.5”square tube. These sleds are also compatible with 8020® 1515 profiles with at least one solid face.